Behandlingsegenskaper til metallstemplingsdeler
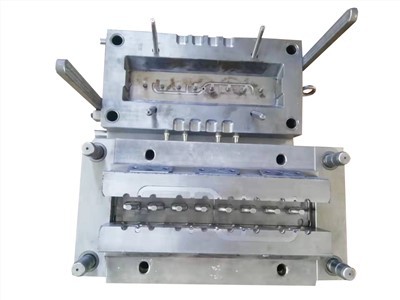
Diesene som brukes i metallstemplingsdeler kalles stemplingsdyser, eller die for korte. Dysen er et spesialverktøy for batchbehandling av materialer (metall eller ikke-metall) til de nødvendige stemplingsdelene. Stansedyser er svært viktige ved stempling. Hvis det ikke er en dyse som oppfyller kravene, er det vanskelig å stemple ut i partier; uten å forbedre teknologien for stansing, er det umulig å forbedre stemplingsprosessen. Stemplingsprosessen, formen, stemplingsutstyret og stemplingsmaterialet utgjør de tre elementene i stemplingsprosessen. Først når de er kombinert, kan stemplingsdeler produseres.

Sammenlignet med andre bearbeidingsformer som mekanisk bearbeiding og plastbearbeiding, har metallstempling mange fordeler når det gjelder teknologi og økonomi. De viktigste manifestasjonene er som følger:
(1) Stempling produserer generelt ikke sjetonger og skrap, bruker mindre materiale og krever ikke annet oppvarmingsutstyr, så det er en materialbesparende og energibesparende prosesseringsmetode, og kostnadene ved å produsere stemplingsdeler er lavere.
(2) Siden formen garanterer størrelsen og formnøyaktigheten til stemplingsdelene under stemplingsprosessen, og generelt ikke ødelegger overflatekvaliteten til stemplingsdelene, og formens levetid er generelt lengre, er kvaliteten på stemplingen ikke dårlig, og kvaliteten på stemplingen er ikke dårlig. Vel, den har egenskapene til"nøyaktig den samme".
(3) Metallstemplingsdeler behandler deler med et større størrelsesområde og mer komplekse former, for eksempel stoppeklokker så små som klokker, så store som langsgående bjelker for biler, burdeksler osv., pluss den kalde deformasjonen og herdingseffekten til materiale under stempling. Både styrke og stivhet er høy.
(4) Produksjonseffektiviteten til bearbeiding av metallstemplingsdeler er høy, og operasjonen er praktisk, og det er lett å realisere mekanisering og automatisering. Fordi stempling er avhengig av stanseformer og stemplingsutstyr for å fullføre behandlingen, kan antall slag av vanlige presser nå dusinvis av ganger per minutt, og høyhastighetstrykket kan nå hundrevis eller til og med tusenvis av ganger per minutt, og hvert stemplingsslag kan få en punch Derfor kan produksjon av metallstemplingsdeler oppnå effektiv masseproduksjon.